Описание процесса травления проводников.
Во время травления печатных плат зазоры между рельефом резиста сначала удаляются ровно, а потом на проводящем рисунке подложки платы появляются чашевидные дефекты пока не доходят до центральной зоны. После чего ламинат постепенно обнажается и начинается травление боковых стенок, подтравливание боковых стенок еще больше обнажает изоляционный материал и изолирует необходимые топологические элементы. (Было замечено, что пока центральная зона не обнажится, имеет место небольшое подтравливание.)
Рисунок 1 иллюстрирует описанный выше процесс травления печатной платы
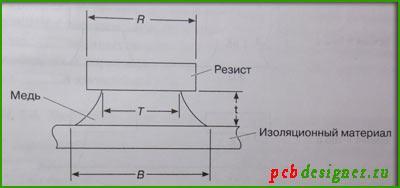
R – ширина резиста;
В – нижняя часть проводника;
Т – верхняя часть проводника;
t – толщина фольги.
Существует две качественные характеристики процесса травления: подтравливание, оцениваемое коэффициентом бокового подтравливания, которые представлены в приведенных ниже формулах 1 и 2. Эти определения не универсальные, поэтому необходимо прояснить значение для правильной интерпретации данных показателей. Подтравливание обозначает среднее провисание резиста после уменьшения ширины в верхней части, а коэффициент бокового подтравливания обозначает среднее внутреннее сужение вытравленных топологических элементов на единицу толщины. Иногда коэффициент бокового подтравливания используют с обратным или иным значением.
Подтравливание: U=(R- T)/2 (формула 1)
Коэффициент бокового подтравливания: F=2t/(B-T) (формула 2)
Важно отметить, что оба эти способа измерения полезны при описании обработки формы протравленной части. Для лучшей четкости топологических элементов желательно, чтобы характеристика U была как можно меньше, а F как можно больше.
Подтравливание и коэффициент бокового подтравливания.
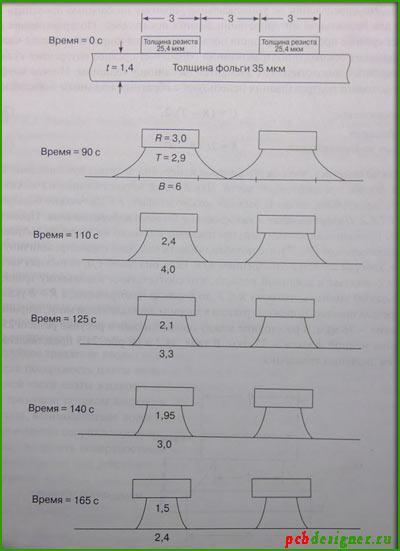
Для качественной оценки проявления формы проводников в технологии травления печатных плат был введен еще один параметр – величина травления, которая является отношением R/B. Значение данной характеристики равное 1,0 означает совпадение нижней части дорожки с шириной резиста, что соответствует идеальному травлению. Необходимо заметить, что если R<В, то дорожка недотравлена, a R>В указывает на перетравливание. Для примера представлю прогрессию значений травления для печатной платы, формирование топологии которой происходило в растворе хлорида двухвалентной меди, ширина проводников которой была – 76 мкм, а расстояние между проводниками в рисунке резиста 25 мкм, толщина медной фольги – 35 мкм. В таблице 1 и на рисунке 2 представлена прогрессия значений травления.
Таблица 1 – Прогрессия травления
| Время травления, S | Подтравливание | Коэффициент бокового подтравливания, F | Величина травления, R/B |
| 90 | 0,05 | 0,90 | 0,5 |
| 110 | 0,30 | 1,75 | 0,75 |
| 125 | 0,45 | 2,33 | 1,1 |
| 140 | 0,525 | 2,67 | 1,0 |
| 165 | 0,75 | 3,11 | 1,25 |
Из полученных данных можно сделать важное заключение. Для сравнения или характеристики процесса травления (травильных машин, травителей, условий и т.д.) использования факторов подтравливания или коэффициента бокового подтравливания недостаточно. Данные необходимо оценить в значениях R/B в точке бокового подтравливания также для фольги, резиста, фотооригинала и размера платы. Если эти факторы не постоянные, то утверждение будто в ходе процесса получается небольшое подтравливание не имеет большого значения, так как продолжение технологического процесса увеличит подтравливание и выпрямит боковые стенки.
Анализ чувствительности травления.
Предыдущий анализ можно продолжить оценкой чувствительности процесса травления. То есть изучить изменение значения (R/B) при продолжении травления (относительное время). Относительное время – это отношение затраченного на травление времени к времени нормально травления, при котором R/B равна 1,0. Согласно таблице 1, потребовалось 140 с, чтобы R/B = 1, однако 25% перетравление наступает только через 25 с (17%), при котором (R/B = 1,25). Такая чувствительность указывает на то, что через небольшой промежуток времени схемы размером 75 мкм перетравятся. В данном примере процесс травления протекает достаточно медленно, чтобы его можно было контролировать, регулируя скорость конвейера в травильной машине. Тем не менее, если травитель будет действовать в два раза быстрее (например, щелочной) с такой же чувствительностью, будет сложно добиться точной корректировки до нужного результата.
Применение улучшенного процесса.
На производстве всегда желательно уменьшить коэффициент бокового подтравливания, чтобы добиться квадратной формы сечения вытравленного проводника. Один из способов достижения этого результата является создание фотошаблона с более широкими, чем нужно, проводниками, которые потом можно довести до нужного результата подтравливанием. Такая техника увеличит коэффициент F за счет увеличения U. Однако с уменьшением пространства для увеличения ширины резиста не останется места в зазоре, так как это ограничит перемещение жидкости, и между проводниками задержится травитель. Следовательно, для достижения необходимой формы проводника с R/B = 1 нужны соответствующие технические условия ширины зазора в резисте, а также контроль за процессом травления. При увеличении технических требований к топологическим элементам процесс, вероятно, придется изменить. Одним из запатентованных подходов является завершение травления на низкой скорости с точной корректировкой состава химических веществ для травления в точно заданной координате.