В случае автоматизации процессов монтажа общая последовательность операций включает в себя установку элементов, а затем пайку. (При нанесении в отверстия паяльной пасты используются несколько другие этапы, поскольку пасту можно наносить как перед, так и после установки компонентов на печатную плату.)
Компоненты
Установка компонентов на плату, как правило, осуществляется в следующем порядке:
- Компоненты в DIP-корпусах.
- Компоненты в корпусах с осевыми выводами.
- Компоненты в корпусах с радиальными выводами.
- Компоненты в корпусах сложной формы.
Далее по тексту приводится краткое описание каждого типа компонентов, а также их автоматический монтаж.
Выбор соответствующего установочного оборудования, осуществляющего автоматический монтаж, зависит от объема производства и ассортимента продукции (с различной плотностью компонентов. размерами платы и т.д.), которая должна быть собрана на заводе. Эти факторы определяют физические размеры машины, скорость установки, а также характеристики обработки компонентов при их установке на печатную плату.
1. Компоненты в корпусах с двухрядным расположением выводов (DIP)
Первым этапом автоматизированного процесса монтажа является установка компонентов на печатную плату в DIP-корпусах. Обычно DIP-корпуса (рисунок 1) производятся двух типоразмеров по ширине: 7,6 мм или 15,2 мм. Длина корпуса зависит от количества выводов. Например, DIP-корпус с шестью штырьками может иметь одинаковую ширину и длину – 7,6 мм. С другой стороны, DIP- корпус с 42 штырьками имеет ширину 15,2 мм и длину 54,6 мм. DIP-корпуса длиной 61 см обычно помещают в пластиковые трубки (пеналы). В установочном автомате, осуществляющем установку компонентов на печатную плату, эти трубки размещают в магазинах вертикально. Захват установочной головки выбирает соответствующий корпус и переносит его в центр автомата для установки на печатную плату. Во время установки инструменты в головке удерживают корпус за выводы. Инструменты в головке автоматического установщика для качественной установки элементов на плату могут заменяться в зависимости от размера DIP-корпусов.

Корпуса с двухрядным расположением выводов обычно изготавливают литыми из пластика (PDIP) или делают керамическими (CerDIP, или просто CDIP). Финишное покрытие PDIP-корпусов обычно состоит из никелевого гальванического покрытия (паяемый слой) и слоя Sn-Pb (защитное покрытие) поверх медной рамки. Оловянно-свинцовое покрытие было заменено слоем 100% олова в соответствии с экологическими требованиями. Выводы компонентов в CDIP-корпусах сделаны из железных сплавов с низким температурным коэффициентом линейного расширения, они имеют либо медное покрытие для пайки, либо никелевое покрытие (паяемый слой), над которым находится слой из золота (защитный слой). Хотя производители редко выпускают DIP-корпуса для установки на печатную плату с покрытием для горячей пайки погружением, последнее может наноситься во время послепродажного обслуживания, перед автоматическим монтажом на печатную плату, чтобы предотвратить образование оловянных усов при использовании покрытий из 100% олова или охрупчивания покрытий из золота. Помимо возможных забиваний отверстий покрытиями для горячей пайки погружением иногда возникает необходимость вскрытия и изготовления нового корпуса, что потенциально может повредить выводы и увеличить общие затраты на установку и монтаж компонентов печатной платы.
2. Компоненты в корпусах с осевыми выводами.
После установки на печатную плату компонентов в DIP-корпусах осуществляется установка компонентов в корпусах с осевыми выводами, которые производитель поставляет наклеенными на ленту во избежание возможного повреждения. Перед автоматическим монтажом компонентов она должна быть проверена на соответствие спецификации EIA № 296-Е. Примеры компонентов в корпусах с осевыми выводами приведены на рисунке 2.
В процессе их автоматической установки на печатную плату машина отрезает компоненты с осевыми выводами от ленты, формируя из них последовательность для подачи в установочную головку. Выводы у данных устройств обычно сделаны из меди или из железного сплава с медным покрытием. Для сохранения паяемости выводов используются оловянно-свинцовые покрытия или покрытия из чистого олова. Покрытия для горячей пайки погружением (Sn-Pb и бессвинцовые) все чаще замещают покрытия из чистого олова при автоматическом монтаже компонентов на печатную плату, особенно в изделиях высокой надежности. Толщина покрытия должна быть учтена при расчете допусков на диаметры отверстия и вывода. Кроме того, покрытия для горячей пайки погружением часто имеют разную толщину, увеличиваясь к концу вывода, где происходит скопление расплавленного припоя перед его затвердеванием.
Выбор соответствующего автомата для установки компонентов на плату зависит от объема производства и ассортимента продукции (с различной плотностью монтажа, размерами платы и т.д.), монтаж которой осуществляют на заводе. Эти факторы определяют габаритные размеры автоматического установщика компонентов на печатную плату, скорость установки, а также параметры установки компонентов.
Элементы с осевыми выводами устанавливают перед компонентами с радиальными выводами, потому что, как правило, первые по размеру меньше вторых. Поскольку инструменты для установки на печатную плату, используемые для компонентов с осевыми выводами, также меньше по размеру, подобный порядок установки способствует высокой плотности монтажа.
3. Компоненты в корпусах с радиальными выводами.
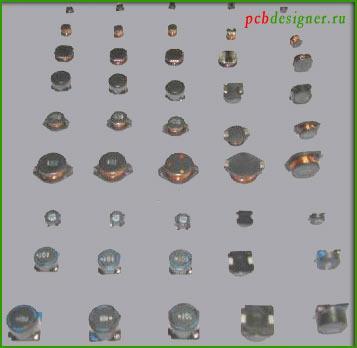
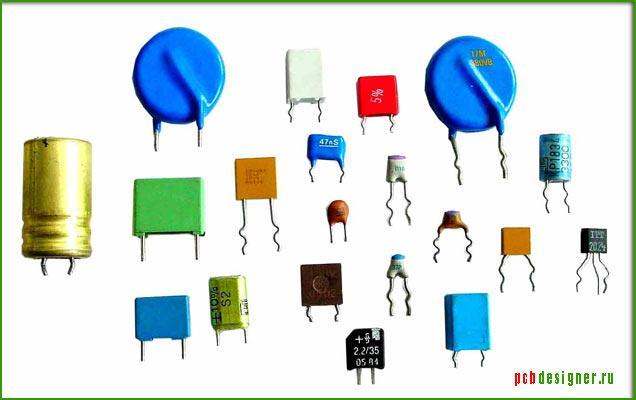
После компонентов в DIP – корпусах и компонентов в корпусах с осевыми выводами на печатную плату устанавливают компоненты с радиальными выводами. Эти компоненты могут значительно отличаться по размеру, форме, высоте и массе (рисунок 3).

Покрытия выводов по типу и толщине идентичны покрытиям компонентов с осевыми выводами. Возможным исключением являются компоненты в герметичных корпусах, такие, как устройства с активным кремниевым кристаллом в цилиндрическом корпусе TO-5, оптоэлектронные компоненты и реле. Выводы таких устройств обычно изготовлены из железных сплавов с низким температурным коэффициентом линейного расширения, благодаря чему они могут быть герметично запечатаны в металлостеклянном держателе.
Компоненты с радиальными выводами перед установкой на печатную плату наклеивают на ленту. Автомат для монтажа компонентов с радиальными выводами снимает их с ленты и устанавливает в той последовательности, в которой они должны быть расположены на печатной плате. Для этого используется та же установочная головка, как и в других монтажных автоматах. Автоматы для монтажа компонентов с радиальными выводами сконструированы таким образом, чтобы при установке элементов на печатную плату обходить уже установленные компоненты в DIP-корпусах и корпусах с осевыми выводами.
4. Компоненты сложной формы.
На печатную плату компоненты сложной формы устанавливают в последнюю очередь. Компоненты этого типа заключены в такие корпуса, которые по определению не предназначены для автоматизированного монтажа по следующим причинам:
- они используются в слишком малых количествах, чтобы оправдать создание автоматов для их монтажа;
- их геометрия (форма или размер) не пользуется настолько большим спросом у потребителя, чтобы создавать для них готовый инструмент.
Для устройств большой мощности часто требуются различные компоненты сложной формы, включая устройства в негабаритных DIP-корпусах, компоненты с осевым и радиальным расположением выводов. Кроме того, к компонентам сложной формы относятся трансформаторы, выключатели, реле, разъемы. Один из компонентов сложной формы приведен на рисунке 4. Негабаритный размер и сложная геометрия таких компонентов часто сопровождаются необычной конфигурацией выводов и использованием различных материалов.

Оборудование для установки компонентов в отверстия.
Поскольку спрос на печатные платы со сквозными отверстиями по-прежнему достаточно высок, постоянно разрабатывается оборудование с улучшенными возможностями монтажа. Бесщеточные сервомоторы, современные контроллеры управления движением и датчики движения заменили большинство агрегатов с пневматическим двигателем и громоздкими (и медленными) механическими переключателями и реле. Некоторые автоматы способны перед установкой тестировать электрические характеристики компонентов. При автоматической установке элементов на печатную плату со скоростью до 40 000 компонентов в час, интенсивность отказов составляет пару сотен компонентов на миллион или ниже для обычных компонентов с осевыми и радиальными выводами. Сменный инструмент позволяет автоматизировать монтаж, в частности установку, многих компонентов сложной формы на печатную плату. Внедрение бессвинцовой технологии пайки не оказало большого влияния на применение монтажного оборудования.