Бессвинцовая пайка оказала свое влияние на развитие технологии поверхностного монтажа. К счастью, в результате не потребовалось создания новых средств автоматизации. С точки зрения smd монтажа печатных плат, бессвинцовые паяльные пасты обладают практически теми же свойствами, что и их оловянно-свинцовые аналоги. Незначительные изменения были внесены в размер и форму апертур на трафаретах, чтобы адаптировать процесс к более низкой паяемости бессвинцовых сплавов при нагреве в печи оплавления припоя. Оборудование, применяемое в PIP-технологии, осталось неизменным при внедрении бессвинцовых припоев и в технологию поверхностного монтажа. Печи оплавления припоя должны быть приспособлены к более высоким температурам пайки бессвинцовыми сплавами. Существуют камеры для пайки в паровой фазе, в которых используются жидкости, способные обеспечивать более высокие температуры для плавления бессвинцовых сплавов (при использовании бессвинцовой пайки в составе смешанной технологии монтажа печатных плат потребовались значительные затраты на замену оборудования для пайки волной припоя. Эти расходы включают в себя замену припоя, а также некоторых компонентов, которые могут пострадать в результате высокой коррозионной способности оловянных сплавов).
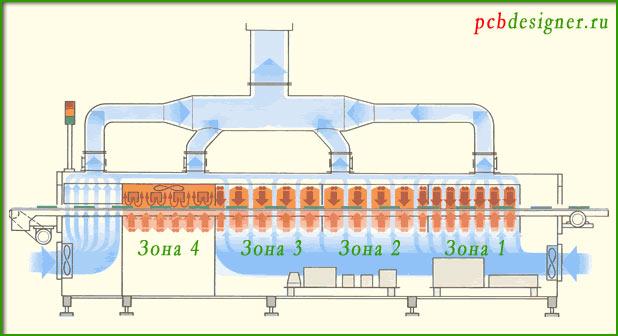
Наиболее существенное изменение бессвинцовая технология smd монтажа внесла в изменение параметров пайки оплавлением припоя, особенно в температурный профиль этого процесса. Более продолжительный нагрев до более высоких температур плавления повысил вероятность термического разрушения компонентов и материалов подложки. Кроме того, в стремлении достичь более высоких температур пайки, необходимо также рассмотреть вопрос о чувствительности паяльной пасты к диапазону более высоких температур. Несовместимость свойств паяльной пасты и температурного профиля может привести к повышению уровня брака, такого, как пустоты, шарики припоя, короткие замыкания из-за усадки пасты и т.д. Кроме того, чрезмерно высокие скорости охлаждения после высоких температур пайки могут привести к короблению печатной платы и растрескиванию корпусов пассивных поверхностно-монтируемых устройств. Наилучшему контролю температурного профиля бессвиицовой пайки значительно способствует применение печей оплавления припоя с хорошо контролируемыми параметрами пайки.

Применение бессвинцовых припоев связано с более низкой производительностью пайки smd-устройств, чем в случае их оловянно-свинцовых аналогов. Медленное смачивание и растекание не являются таким уж критичным фактором в процессе поверхностного монтажа, как при пайке волной припоя или ручной пайке. Однако высокое поверхностное натяжение бессвинцовых сплавов может ограничивать растекание припоя по контактным площадкам, оставив углы не покрытыми расплавленным припоем. В некоторых случаях появления этих дефектов можно избежать путем правильного выбора флюсов и использования других финишных покрытий. Высокое поверхностное натяжение бессвинцовых сплавов также повышает вероятность эффекта «надгробного камня» при пайке таких пассивных устройств, как мелкие бескорпусные резисторы и конденсаторы. Величина «надгробного камня» (рисунок 1) может варьироваться от поднятия над платой одного контакта до постановки компонента на торец.