Клеи для печатных плат
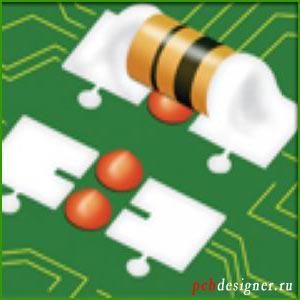
Клеи используются для установки и удержания компонентов на поверхности печатных плат. Клей для печатной платы может потребоваться, если, например, при смешанной технологии монтажа поверхностно-монтируемые компоненты подвергаются пайке волной припоя. Кроме того, на двухсторонние печатные платы приходится наклеивать крупные компоненты, чтобы избежать их падения во время переворота платы для следующего этапа пайки оплавлением припоя. В таких случаях масса компонента обычно превышает силу поверхностного натяжения расплавленного припоя, которая удерживает на плате компоненты меньшего размера. Клей для платы должен быть в состоянии выдерживать температурный режим пайки волной или пайки оплавлением припоя, а также химическое воздействие флюсов. Клеи могут также потребоваться для закрепления больших поверхностно-монтируемых устройств на печатной плате. Эти дополнительные меры необходимы для обслуживания, которое может сопровождаться механическими ударами и вибрацией (клеи, как правило, не используется для монтажа в отверстия, так как фиксация выводов в отверстиях обеспечивает достаточное закрепление компонентов на печатной плате до и во время пайки. После пайки компоненты, смонтированные в отверстия платы достаточно устойчивы, чтобы выдержать сильные удары и вибрацию. Тем не менее в очень жестких условиях приклейка элементов к плате может быть использована для закрепления компонентов, монтируемых в отверстия подложки).
Важно контролировать количество клея, наносимого на поверхность печатной платы – его должно быть достаточно, чтобы надежно закрепить компоненты. С другой стороны, излишки клея на плате могут попасть на контактную площадку и выводы компонентов, что снизит качество пайки. Некоторые клеи для плат склоны разжижаться или «течь», поскольку разделяются на отдельные компоненты из которых и состоит само клеящее вещество. Растекающиеся составные компоненты клея могут попасть на соседние поверхности, которые подвергаются пайке. В случае очень плотного размещения компонентов на печатной плате избыток клея или растекание его компонентов могут загрязнять контактные площадки компонентов, что нарушает их фиксацию на знакоместах, а затем качество пайки.
Хотя основная функция клея на печатной плате — это закрепление компонентов на месте во время пайки, остатки клея остаются на поверхности и после пайки, поэтому они не должны мешать последующим этапам монтажа или негативно влиять на долгосрочную надежность электронного блока. Например, некоторые эпоксидные клеи легко впитывают влагу и другие органические соединения.
Эти поглощенные материалы могут выделяться при последующих температурных колебаниях и в процессе эксплуатации загрязнять поверхности печатной платы и компонентов. Поэтому так важно выбрать клеящие материалы, которые специально сертифицированы для конкретного применения.
Клеящие материалы, используемые в электронном монтаже, обычно изготавливают на основе эпоксидных смол и силиконов.
В соответствии с физико – химическими свойствами клеящие вещества подразделяют на четыре категории:
- термореактивные клеи;
- термопластичные клеи;
- эластомеры;
- термоотверждаемые многокомпонентные клеи.
Каждая группа отличается своим составом, типом отверждения и свойствами до и после отверждения. Процесс отверждения клеев для печатных плат, который обычно требует повышенный температурный профиль, не должен снижать свойства электронных компонентов и самих слоистых материалов печатной платы. Понятно, что дополнительный этап отверждения клея на поверхности платы замедляет весь процесс монтажа.

Термореактивные клеи затвердевают на плате под действием теплоты или в результате каталитической реакции, которая приводит к образованию перекрестных связей полимерных цепей. Сразу после отверждения эти материалы приобретают большую прочность и не размягчаются при повышении температуры. Эпоксидные смолы — одна группа термореактивных клеев, которые широко используются в монтаже электронных приборов, поскольку они не теряют своих клеящих свойств при высоких температурах пайки волной или оплавлением припоя. Кроме того, эпоксидные смолы устойчивы к воздействию растворителей и моющих растворов на водной основе. Эпоксидные клеи для печатных плат выпускают в виде готовой однокомпонентной смеси, в которой присутствуют и отвердитель, и смола, или в виде двух отдельных компонентов, которые нужно смешивать перед использованием. Хотя однокомпонентные эпоксидные клеи удобны с точки зрения монтажа, их хранение и применение нужно строго контролировать, чтобы предотвратить отверждение до использования. Двухкомпонентные эпоксидные клеи затвердевают под действием высоких температур в диапазоне от менее 100 °С до 125 и даже 150 °С, в течение от 1 до 4 часов в зависимости от конкретных рекомендаций производителя. При отверждении термореактивных клеев на печатных платах, наблюдается очень малая дегазация. Благодаря своей жесткости, приобретаемой под действием высоких температур, эти материалы способны создавать очень высокие остаточные напряжения, которые возникают в результате различного теплового расширения корпусов компонентов, эпоксидного клея и подложки печатной платы. Прочность термореактивных клеев осложняет ремонт или доработку платы. Для удаления этих клеев с поверхности плат обычно требуются механическое соскабливание и абразивная обработка, которые могут повредить компоненты и печатные платы.
Термопластичные клеи размягчаются при воздействии высоких температур. Эти клеи не так прочны, как термореактивные эпоксидные клеи. Однако при назначении менее строгих допусков эти клеящие материалы могут оказаться более предпочтительными для монтажа, особенно когда вероятно возникновение высоких остаточных напряжений в результате температурных колебаний во время пайки. Термопластичные клеи для печатных плат менее устойчивы к растворителям и моющим средствам на водной основе. Эти клеи, как правило, легко поглощают данные жидкости, что приводит к увеличению их объема (разбуханию), и выделяют больше газов, чем термореактивные клеи.
Температура отверждения термопластичных материалов ниже, чем у термореактивных клеев, а продолжительность отверждения меньше. Некоторые композиции затвердевают при комнатной температуре, что делает их подходящими для монтажа термочувствительных компонентов, при различных температурных коэффициентах линейного расширения паяемых материалов или вероятности возникновении больших остаточных напряжений. Еще одним преимуществом термопластичных клеев является их быстрое размягчение при повышенных температурах, следовательно, их легко удалить для доработки печатной платы.
Эластомерные клеи являются подгруппой термопластичных клеев. Эти материалы могут быть очень вязкими и в то же время обладают высокой упругостью. Силиконовые (резиновые) клеи являются примерами данной группы клеящих материалов. Отсутствие жесткости ограничивает применение этих клеев для получения паянных соединений. Температуры отверждения эластомеров относительно низки, а некоторые композиции затвердевают при комнатной температуре. Тем не менее, отверждение некоторых силиконовых клеев сопровождается значительной дегазацией, более того, выделяющиеся вещества вызывают коррозию металлических поверхностей (например, уксусная кислота).
Термоотверждаемые многокомпонентные клеи представляют собой смеси (или сплавы) эластомерных материалов и эпоксидных смол, которые выделены в особую группу клеев термореактивного типа. Эти клеи разработаны для обеспечения как высокой конструктивной прочности, так и достаточной жесткости (податливости), чтобы противостоять повреждениям вследствие тепловых или механических ударов. Примером клеев данной группы является эпоксидно-полиамидный клей.
Все эти материалы были разработаны для получения свойств, необходимых для различных технологий нанесения клеящих материалов на печатные платы в процессе монтажа. Однако эти свойства не остаются оптимальными в течение неопределенного срока. Клеи проходят две стадии деградации. Первая стадия – срок годности материала, время в течение которого клей сохраняет свои свойства в закрытой упаковке. В коде даты производитель указывает срок годности на основе изменений механических свойств (прочность, пластичность и др.) и физических свойств (стеклование, плотность, вязкость в жидком состоянии и т.д.), возможных для данного клея. Плотность и вязкость непосредственно влияют на качество на несения клея.
Вторая стадия деградации начинается, когда контейнер с клеем открывают, смешивают компоненты, если нужно, и загружают в оборудование для нанесения на печатную плату. Воздействие воздуха, даже при комнатной температуре, может вызвать отверждение клея до начала монтажа. Отверждение может изменять плотность и вязкость клея, и, следовательно, влиять на качество нанесения. Признаками некачественного клея являются забивание аппаратов для нанесения клея, износ или течение нанесенного клея или полосы клея, оставленные инструментом при перемещении с одного места на другое.
Флюсы для пайки печатных плат в технологии поверхностного монтажа.

Нанесение флюсов имеет ограниченное применение при поверхностном монтаже (кроме смешанной технологии, которая включает в себя пайку волной припоя). Флюсы для пайки наносят не одновременно с припоями, например, для пайки волной припоя, при смешанной технологии или для закрепления компонентов в матричных корпусах, у которых шарики припоя обеспечивают создание качественных паянных соединений. На самом деле, нанесение флюсов наиболее широко используется для установки компонентов в DCA/FC-корпусах. Для получения соединений DCA-корпусов часто требуется очень небольшое количество припоя, который будет трудно контролировать или точно нанести с помощью типичного печатного оборудования и трафаретов. Поэтому припоя в шариках на корпусе оказывается достаточно и при монтаже наносится только флюс. Паяльные флюсы для электронного монтажа в основном выпускают в виде жидкостей. Низкая вязкость мешает точному трафаретному нанесению флюсов на печатные платы, поэтому используется распыление. Однако печатные платы нужно подвергать пайке сразу после нанесения флюса, поскольку из флюсового покрытия начинаются испаряться летучие и другие компоненты.

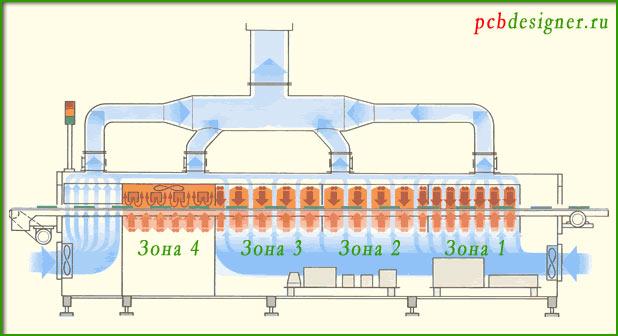
В случае применения DCA-компонентов флюс для пайки наносится непосредственно на компоненты. Процесс флюсования схематически показан на рисунке 4. Кристалл помещают в ванну с очень тонким слоем флюса. Толщина слоя определяет количество паяльного флюса, которым будет покрыт кристалл после удаления из ванны. Применяемый флюс должен быть достаточно липким, чтобы закрепить и удержать кристалл на подложке во время транспортирования в печь. Из-за большой площади поверхности ванны летучие компоненты флюса для пайки быстро испаряются, поэтому ванну необходимо регулярно пополнять.
Паяльные пасты.
Нанесение (печать) паяльной пасты является наиболее широко используемым средством распределения флюсов и припоев на контактные площадки для получения паянных соединений путем пайки оплавлением припоя. Основными компонентами паяльной пасты являются металл припоя и флюс для пайки. Металлический припой обычно составляет 80—90 % массы пасты. За исключением припоев, содержащих индий и цинк, металл припоя оказывает незначительное влияние на свойства паяльных паст на основе оловянных сплавов. С точки зрения трафаретной печати пасты, важными свойствами являются размер частиц паяльного порошка и массовые проценты или «металлическая нагрузка» пасты.
Флюсы используются в разнообразных вариантах — на основе канифоли, или несмываемые, или с низким содержанием твердых частиц, или водорастворимые. Флюс также должен обеспечить удержание компонентов на печатной плате перед пайкой оплавлением припоя. Другими ингредиентами паяльной пасты являются тиксотропные реагенты. Именно тиксотропные реагенты вместе с металлом припоя и флюсом определяют вязкость паяльной пасты.

От вязкости зависит качество нанесения пасты при любой технологии (дозаторами, трафаретной печатью и т.д.). Вязкость и, следовательно, свойства пасты, необходимые для качественного нанесения, меняются с течением времени: медленно — в закрытом контейнере или быстро — под действием воздуха. Необходимо строго следить за выполнением рекомендаций производителя и сроком годности пасты перед ее использованием для монтажа печатных плат. Паяльные пасты плохого качества ответственны за большую часть брака паянных соединений при поверхностном монтаже.