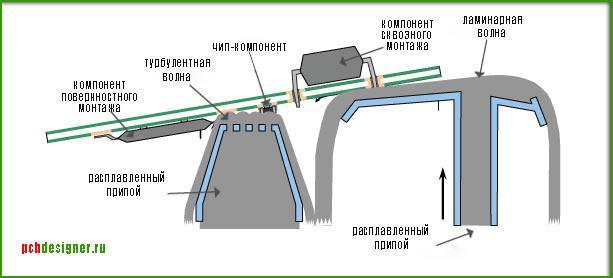
Наиболее часто используемым видом пайки печатных плат в технологии монтажа в сквозные отверстия и смешанной технологии (монтаж в отверстия и поверхностный монтаж) является технология пайки волной припоя. Процесс пайки волной припоя показан на рисунке 1. Монтируемая печатная плата закрепляется в конвейере. Конвейер транспортирует плату к автомату для нанесения флюса, затем следует предварительный нагрев платы, после которого осуществляется пайка волной расплавленного припоя.

Одним из важнейших этапов технологического процесса пайки волной припоя является нанесение флюса. Ручное флюсование в настоящее время уступило место более точному автоматическому в целях повышения производительности. Преимуществом данной технологии пайки является лучший контроль за количеством флюса, нанесенного на печатную плату, поскольку именно флюс определяет входную и выходную геометрии волны расплавленного припоя, которые, в свою очередь, играют важную роль в минимизации таких дефектов пайки, как пропуски, перемычки или сосульки. Флюс наносят путем распыления или проведения платы через зону пенообразования, или разбрызгивания пенного флюса. Для последнего метода пайки печатных плат применяются пенные флюсователи.
После флюсования плата направляется в зону предварительного нагрева, который осуществляется излучающими обогревателями. По мере нагревания платы испаряются летучие компоненты флюсового покрытия и запускаются химические реакции между флюсом и оксидами на выводах или контактах и проводниках печатной платы.
Далее в технологии пайки волной припоя формируется подача расплавленного сплава вверх через сопла, где она достигает определенной высоты, а затем падает обратно в ванну. Температура ванны припоя 260 °С. Печатная плата перемешается на конвейере над поверхностью волны. Волна достигает нижней поверхности печатной платы, припой смачивает контактные площадки и проникает вверх через отверстия под действием капиллярности. Скорость конвейера и угол плиты, т.е. угол, при котором плата перемещается по направлению к волне, являются критическими параметрами для сведения к минимуму дефектов при пайке волной припоя.
Еще одним важным параметром для пайки волной припоя является геометрия самой волны. Ранее на самом рисунке 1 была показана схема широко применяемой двойной волны. Первая волна — турбулентная, которая противодействует силе поверхностного натяжения расплавленного припоя. Для ее формирования используют узкую струю припоя, чтобы инициировать процесс смачивания. Вторая волна — ламинарная. Ламинарная волна начинается в точке входа платы, поскольку ее геометрия позволяет удалить перемычки и излишки расплавленного припоя, которые она уносит с собой. На фотографии, приведенной на рисунке 2, показана печатная плата, входящая в турбулентную волну припоя, которая создана в системе пайки двойной волной.

Одним из вариантов пайки волной припоя является так называемая селективная пайка. Вместо длинных волн, которые омывают всю печатную плату, создается мини-волна из расплавленного припоя. Уменьшенная геометрия волны позволяет производить пайку отдельных компонентов или нескольких компонентов только на отдельных участках платы. Флюсование и предварительный нагрев платы перед процессом пайки производятся в ручном режиме.
Переход на бессвинцовые припои сильно повлиял на технологию пайки волной припоя. К счастью, температура сварочной ванны 260 °С, используемая для эвтектического припоя олово-свинец, оказалась достаточной в большинстве случаев, когда применяются сплавы состава 99,3 % Sn (олово) и 0,7 % Cu (медь) и Sn-Ag-Cu (олово-серебро-медь). Некоторые производители предпочитают поднимать температуру ванны с 260 до 270 °С. В бессвинцовые припои добавляют Ni (никель) и Ge (германий) , чтобы обеспечить образование галтелей, которые специалисты отдела технического контроля (ОТК) привыкли видеть при пайке оловянно-свинцовыми припоями. Высокое поверхностное натяжение бессвинцовых сплавов повышает вероятность образования пропусков, перемычек и сосулек во время прохода печатной платы над волной припоя. Для минимизации этих дефектов пайки печатных плат следует подобрать химический состав флюсов, а также скорректировать угол платы и скорость конвейера. Наконец, особую проблему с пайкой волной бессвинцовыми припоями представляет коррозия деталей машин при контакте с оловянными сплавами. Для уменьшения коррозии рабочие колеса, сопла, перегородки, стены ванной покрывают специальными защитными материалами.