Последовательность этапов, используемых для ручной пайки печатных плат при монтаже через отверстие, может различаться в зависимости от применения. Первым этапом данной технологии пайки является установка компонентов на плату. Если же операция установки производится полностью вручную, компоненты монтируют отдельными группами: вначале вставляют первую группу и припаивают выводы, затем вставляют вторую группу и припаивают выводы и т.д. Порядок монтажа групп компонентов должен вписываться в соответствующую технологию пайки и обеспечивать повышение производительности, учитывать человеческий фактор, чтобы свести к минимуму ошибки, повреждение выводов, усталость или невнимательность оператора. В течение полуавтоматического процесса, по окончанию процесса пайки оператор может получить плату для пайки, на которой машина полностью или частично установила компоненты.
Далее производится пайка печатной платы. Расположение паяемого соединения зависит от конструкции платы и определяется применяемой технологией. На односторонней плате без металлизированных отверстий пайка выполняется со стороны компонентов. На двухсторонних и многослойных печатных платах с металлизированным покрытием сквозных отверстий, для повышения технологичности пайка, как правило, осуществляется с нижней стороны, чтобы избежать возможных повреждений компонентов теплом паяльника, особенно при большой плотности монтажа.
Процесс ручной пайки осуществляется следующим образом:
- Оператор наносит флюс на соединение.
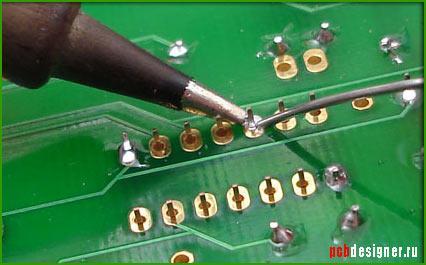
- Жалом паяльника прикасается к одной стороне вывода компонента (рисунок 1), по возможности оно не должно касаться контактной площадки. Однако для качественной пайки может потребоваться контакт с площадкой толстой печатной платы.
- Далее, следуя технологии пайки печатных плат, паяльную проволоку подводят к выводу со стороны, противоположной жалу паяльника. Проволока не должна контактировать с жалом, чтобы не загрязнять его. После расплавления припой смачивает поверхность и растекается по ней, затем затекает в отверстие. Если при пайке элементов на плату используется проволока с флюсовым покрытием, нанесение флюса не производят. При правильно спроектированной технологии пайки печатной платы, т.е. подборе паяльника с адекватным источником питания, температурой и геометрией жала, образование паянного соединения занимает примерно от 3 до 7 с.
- После завершения процесса пайки печатную плату отмывают от остатков флюса, если это необходимо с учетом типа флюса и требований долгосрочной надежности платы.

Ручная пайка может применяться в крупносерийном производстве при использовании технологических линий. В этом случае каждый из операторов паяет только несколько компонентов печатной платы. В случае единичного монтажа оператор может паять все компоненты печатной платы. Кроме того, на рабочей станции может осуществляться монтаж (пайка) компонентов сложной формы в качестве последнего этапа монтажа печатной платы.